Качканарский горно-обогатительный комбинат группы «ЕВРАЗ» (ЕВРАЗ КГОК) — единственное российское горнодобывающее предприятие, где производится высококачественное железорудное сырье из руды с низкими показателями содержания железа (всего 15 %). Наличие в добываемой руде ванадия позволяет выплавлять легированные сорта стали высокой прочности. Комбинат входит в пятерку крупнейших в России горнорудных предприятий.
Авторы: Анатолий Ляпунов, главный инженер ЕВРАЗ КГОКа; Сергей Макушев, главный обогатитель ЕВРАЗ КГОКа
ЕВРАЗ КГОК располагается в Свердловской области и ведет разработку Гусевогорского месторождения, которое находится в 140 км от ЕВРАЗ НТМК. Руды месторождения — железные титаномагнетитовые с примесями ванадия. С 2019 года компания ведет подготовку к добыче руды из нового Собственно-Качканарского месторождения.
Комбинат является градообразующим предприятием Качканара. Численность работников — около 6 тыс. Руководит компанией управляющий директор Алексей Владиславович Кушнарев.
Ежегодно здесь производится более 58 млн т железной руды. Основной потребитель продукции ЕВРАЗ КГОКа — ЕВРАЗ НТМК. Руда добывается из четырех карьеров и далее перерабатывается в цехах дробления, обогащения, агломерации и окускования. Конечный продукт (агломерат и окатыши) загружается в железнодорожные вагоны и отправляется потребителям, в том числе за рубеж.
В 2018 году на ЕВРАЗ КГОКе добыто более 58,5 млн т руды, произведено 3,5 млн т агломерата, 6,5 млн т окатышей, около 2,5 млн т щебня.
История развития
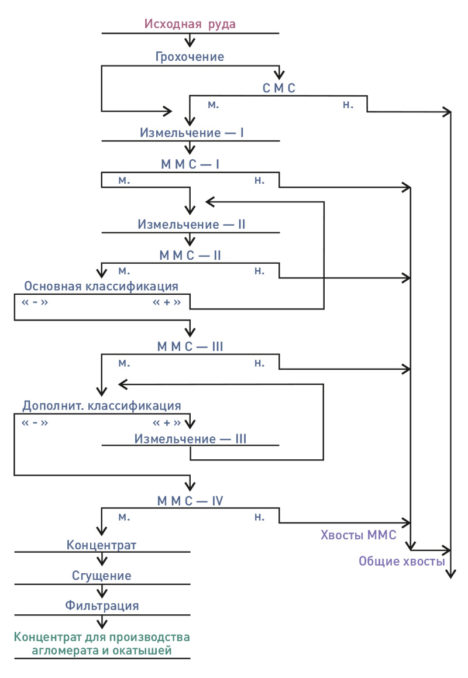
Обогатительная фабрика (ОФ) ЕВРАЗ КГОКа была введена в строй и выдала первый концентрат в июне 1963 года. Проект фабрики предусматривал производство железо-ванадиевого концентрата по технологической схеме, включающей четыре стадии дробления, одну стадию сухой магнитной сепарации (СМС), две стадии измельчения и три стадии мокрой магнитной сепарации (ММС).
Сырьевой базой предприятия служат титаномагнетитовые ванадийсодержащие руды Гусевогорского месторождения, характеризующиеся низким содержанием железа (15,6 %) и повышенной вязкостью.
Потребность страны в стабильных поставках стратегически важного ванадийсодержащего концентрата и близость с основным потребителем этого сырья — Нижнетагильским металлургическим комбинатом (НТМК), который находится на расстоянии всего 140 км, способствовали быстрому введению и дальнейшему увеличению производственной мощности ЕВРАЗ КГОКа. К 1999 году производительность комбината составила более 45 млн т руды в год и свыше 8,2 млн т концентрата.
За последние 10 лет мощности значительно возросли. Если в 2003 году в Качканаре было добыто 45,2 млн т руды, то в 2015-м уже 59,2 млн т. Производство концентрата увеличилось с 8,6 до 10,8 млн т в год.
Сложный состав руд и высокие требования металлургов к конечной продукции — агломерату и окатышам требовали постоянного развития и совершенствования обогатительного передела. По итогам многолетней совместной работы специалистов комбината, научно-исследовательских и проектных институтов была создана существующая технологическая схема, оптимальная для переработки качканарских титаномагнетитов. Данная схема эффективно служит комбинату уже более трех десятилетий, что доказывает ее целесообразность.
Технология дробления
В цех дробления исходная руда крупностью до 1 200 мм подается железнодорожным транспортом. Цикл рудоподготовки включает в себя операции дробления и грохочения.
Процесс дробления по 1-й и 2-й линиям состоит из четырех стадий дробления, грохочения после третьей стадии, транспортировки и распределения готовой дробленой руды по бункерам цеха обогащения.
Дробление по 3-й линии включает три стадии дроб-ления, грохочение после второй стадии и те же операции транспортировки, что на технологических линиях 1 и 2 (рис.1).
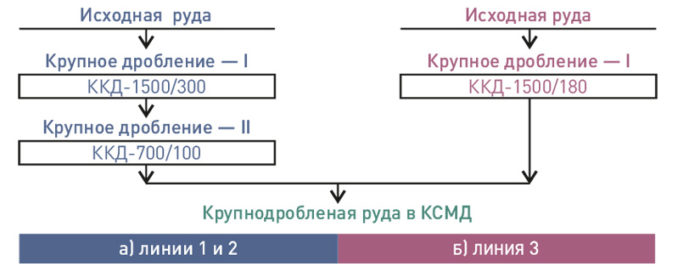
Крупное дробление на первой и второй линиях осуществляется в две стадии на дробилках ККД-1500/300 и додрабливающих дробилках КРД-700/100. Далее руда поступает на 1–10-ю технологические секции корпуса среднего и мелкого дробления (КСМД). На третьей линии крупное дробление выполняется в одну стадию на дробилке ККД-1500/180, затем руда подается на 11–14-ю технологические секции КСМД (рис. 2).
До 2006 года среднее дробление проводилось дробилками КСД-2200А (и аналогами FKB-2120/330 производства ГДР), мелкое — на дробилках КМД-2200 (и аналогах FKB-2120/100 производства ГДР).
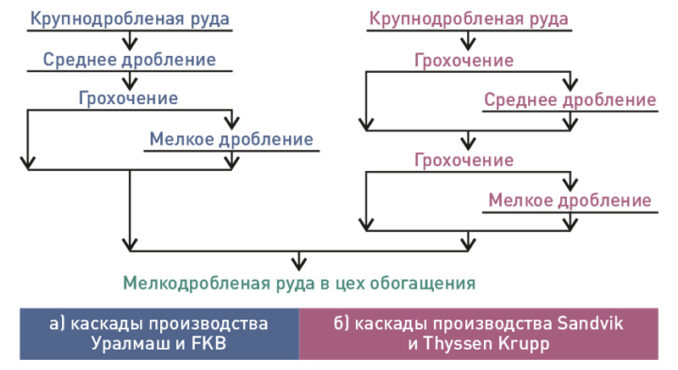
В период с ноября 2006-го по декабрь 2007 года для увеличения производственной мощности запущены три новых высокопроизводительных каскада шведской фирмы Sandvik.


В 2013 году продолжились работы по дальнейшему внедрению высокопроизводительного оборудования для среднего и мелкого дробления. В марте 2013-го проведены испытания нового каскада немецкой фирмы Thyssen Krupp. К концу года установлены два высокопроизводительных каскада.
Технология обогащения
Процесс обогащения дробленой руды на обогатительной фабрике включает:
• сухое магнитное обогащение дробленой руды;
• мокрое магнитное обогащение с трехстадиальной схемой измельчения и четырехстадиальной схемой мокрой магнитной сепарации;
• обезвоживание железо-ванадиевого концентрата;
• складирование и отгрузку концентрата на фабрику окускования.
На первой половине цеха (секции 1–15) производится концентрат для производства агломерата; на второй (секции 16–29) — концентрат для окатышей.
Сухая магнитная сепарация в технологической схеме является первой стадией обогащения и служит для выделения пустой породы из дробленой руды.
более 58,5 млн т
Сухой сепарации подвергается весь объем мелкодробленой руды, поступающий в параболические бункера цеха обогащения. Сухая сепарация производится на двухбарабанных сепараторах 2ПБС-90/250А (два сепаратора на секцию). При этом верхний барабан не имеет магнитной системы и выполняет роль барабанного питателя. Система обводных труб позволяет направить мелкодробленую руду в бункера промежуточного продукта СМС, минуя сепараторы СМС, на время проведения ремонтных работ.
Хвосты СМС после операции грохочения на двухситных грохотах ГИСТ-72АК (верхнее сито — 18 мм, нижнее сито — 8 мм) являются одним из видов готовой продукции ЕВРАЗ КГОКа — щебнем товарных фракций 20–40 и 5–20 мм.
Мокрое магнитное обогащение включает три стадии измельчения и четыре стадии мокрой магнитной сепарации, в процессе которых последовательно вскрываются зерна магнетита и удаляется пустая порода. На четвертой стадии сепарации получается готовый концентрат.
Промпродукт сухого обогащения и рудная мелочь с грохотов поступают на первую стадию измельчения, которая осуществляется в стержневых мельницах МСЦ-36⨯45. Мельницы работают в открытом цикле. Разгрузка производится через бутару, предназначенную для удаления скрапа.
Пульпа со стержневых мельниц через пульподелители направляется на первую стадию мокрой магнитной сепарации, осуществляемую на сепараторах ПБМ-П-150/200 (постоянного магнитного поля, барабанный, для мокрого обогащения, с ванной противоточного типа; первая цифра — диаметр, вторая — длина сепаратора, см). В первой стадии ММС выделяется основная масса хвостов (50–65 % от их общего количества).
Магнитный продукт первой стадии мокрой магнитной сепарации поступает на вторую стадию измельчения, которая производится в шаровых мельницах МШЦ-36⨯45 на секциях 1–15 и в шаровых мельницах МШЦ-36⨯50 на секциях 16–29. Мельницы работают в замкнутом цикле с магнитными сепараторами второй стадии ММС и гидроциклонами ГЦ-650; 710. Мокрая магнитная сепарация второй стадии служит для удаления зерен пустой породы, вскрытых в процессе второй стадии измельчения. Сепарация выполняется на сепараторах ПБМ-П-150/200 в один прием.
Выход хвостов второй стадии — 15–20 % от их общего количества. Магнитный продукт ММС грунтовыми насосами 8ГР-8 через размагничивающие аппараты АР-5Э подается на гидроциклоны ГЦ-500. Размагничивание служит для разрушения флокул материала после магнитной сепарации. Классификация осуществляется в один прием. Пески гидроциклонов направляются на доизмельчение в шаровые мельницы второй стадии измельчения, а слив — на третью стадию ММС.
Третья стадия мокрой магнитной сепарации осуществляется на сепараторах ПБМ-ПП-90/250, ПБМ-ПП-150/200 (постоянного магнитного поля, барабанный, для мокрого обогащения, с ванной полупротивоточного типа; первая цифра — диаметр, вторая — длина сепаратора, см) в один прием. Выход хвостов третьей стадии ММС — 3–5 % от их общего количества.
После третьей стадии сепарации промпродукт поступает на классификацию в гидроциклоны ГЦ-710, ГЦ-500, ГЦ-400 с последующими операциями доизмельчения песков в шаровых мельницах третьей стадии измельчения и магнитной сепарации слива гидроциклонов на сепараторах четвертой стадии ММС. На секциях 1–15 для доизмельчения песковой части промпродукта третьей стадии ММС двух соседних секций служит одна дополнительная шаровая мельница МШЦ-36⨯45 (всего 8 мельниц); на секциях 16–29 доизмельчение ведется в 9 шаровых мельницах МШЦ-36⨯50. Для доизмельчения концентрата, перекачиваемого на вторую половину с 1–15-й секций, служат три мельницы МШЦ-36⨯50 (секции 18, 19, 20).
Четвертая стадия мокрой магнитной сепарации осуществляется на сепараторах ПБМ-ПП-90/250 секций 3, 5, 7, 9 — с дообогащением концентрата; секций 11, 13, 21, 22, 23, 27 — без дообогащения концентрата.
На остальных секциях четвертая стадия ММС выполняется на сепараторах ПБМ-ПП-150/200 без дообогащения концентрата. Концентрат четвертой стадии ММС 26-29 секций может направляться на перечистную сепарацию, предусмотренную отдельным узлом с предварительным размагничиванием питания.
Обезвоживание концентрата осуществляется путем предварительного сгущения и усреднения его в сгустителях и фильтрации на дисковых вакуум-фильтрах. На фабрике установлено два сгустителя П-24 и четыре сгустителя П-30. Фильтрация концентрата осуществляется на дисковых вакуум-фильтрах ДУ (ДШ)-100-2,5 и ДОО-100-2,5, скомпонованных в группы. Всего установлено 15 вакуум-фильтров на секциях 1–15 и 20 вакуум-фильтров на секциях 16–29. Пески сгустителей с массовой долей твердого 50–60 % перед фильтрацией размагничиваются с помощью аппаратов РА-5, что позволяет снизить массовую долю влаги в концентрате на 0,5 %.
Сложный состав руд и высокие требования металлургов к конечной продукции — агломерату и окатышам требовали постоянного развития и совершенствования обогатительного передела. По итогам многолетней совместной работы специа-листов комбината, научно-исследовательских и проектных институтов была создана существующая технологическая схема, оптимальная для переработки качканарских титаномагнетитов. Данная схема эффективно служит комбинату уже более трех десятилетий, что доказывает ее целесообразность
Для создания вакуума на фильтрах и получения сжатого воздуха в системах установлены вакуум-насосы ВН-120 и турбовоздуходувки ТВ-80.

Концентрат перед фильтрацией объединяется и усредняется в зумпфах концентратных насосов.
Готовой продукцией обогатительного передела 1–15 т. с. является концентрат для производства агломерата с массовой долей железа 61,44 %. На 16–29 т. с. производится концентрат для производства агломерата с массовой долей железа 62,38 %.
Концентрат после фильтрации поступает на склад. Технология предусматривает отгрузку концентрата на фабрику окускования после усреднения его в штабелях, а также непосредственно с фильтров (с процесса) при помощи сборных конвейерных трактов. Концентрат с процесса имеет лучшую способность к окомкованию.
Организуется штабель поперек склада концентрата емкостью 4–5 тыс. т. Концентрат укладывается послойно грейферными кранами. Качество концентрата в штабеле определяется расчетным путем исходя из среднесменных анализов ОТК.
На складе может быть установлено 14–15 штабелей. В этом случае концентрат выдерживается на складе 3–4 суток, при этом влажность его снижается на 0,2–0,3 %.
Разработка и отгрузка концентрата производится с торцевой части на всю высоту штабеля. В случае переработки низкованадиевых руд в производстве концентрата с низкой массовой долей пятиокиси ванадия обязательна его шихтовка с концентратом, находящимся на складе (1:1). Запас концентрата с высокой массовой долей железа должен быть не менее 30 тыс. т.
Лабораторное оборудование
На всех этапах производства на ЕВРАЗ КГОКе проводится контроль качества выпускаемой продукции. В декабре 1962 года на предприятии была основана лаборатория рудоподготовки, за десять месяцев до того, как на обогатительной фабрике был получен первый железо-ванадиевый концентрат. Первая схема обогащения фабрики была разработана институтом «Уралмеханобр» в 1961–1962 годах, а ее испытания проводились работниками лаборатории рудоподготовки.
В последующие годы лаборатория совместно с институтом «Уралмеханобр» и Свердловским горным институтом (в настоящее время УГГУ) непрерывно работала над совершенствованием технологии обогатительной фабрики.
Сегодня лаборатория входит в состав исследовательской лаборатории управления контроля продукции и контролирует работу четырех цехов комбината: рудоуправления, цехов дробления, обогащения и хвостового хозяйства.
Еженедельно геологическая служба комбината поставляет в лабораторию геологические пробы исходной руды из рудоуправления. Привозятся три типа проб: керновые (пробы для оценки руд перспективной добычи), шламовые (для оценки текущей добычи) и забойные (для оперативного уточнения качества руды).
Пробы в лаборатории обрабатываются на автоматизированном проборазделочном комплексе АПРМ ESSA. Уникальность данного оборудования состоит в том, что оно позволяет из кернов руды диаметром 57 мм и длиной до 300 мм, а также шламовых и керновых проб крупностью до 70 мм получать пробы крупностью от 0,08 до 0,09 мм. То есть готовые для проведения магнитного и химического анализов.
В лаборатории выполняется магнитный анализ проб руды для определения показателя обогатимости — предварительной оценки качественных показателей концентрата, который будет произведен в цехе обогащения. Работа проводится на лабораторных магнитных анализаторах 298 СЭ (трубка Дэвиса), обновленной версии классических магнитных анализаторов 25Т и 25М.
Пробы в лаборатории обрабатываются на автоматизированном проборазделочном комплексе АПРМ ESSA. Уникальность данного оборудования состоит в том, что оно позволяет из кернов руды диаметром 57 мм и длиной до 300 мм, а также шламовых и керновых проб крупностью до 70 мм получать пробы крупностью от 0,08 до 0,09 мм. То есть готовые для проведения магнитного и химического анализов
Продуктивная и целенаправленная работа технологов дробильно-обогатительного передела по совершенствованию существующей технологии обогащения и внедрению нового оборудования позволяет обогатительной фабрике ЕВРАЗ КГОКа производить концентрат необходимого качества и объемов, который далее используется в производстве высококачественного агломерата и окатышей.
В дальнейшем технологию обогащения планируется совершенствовать в плане стабилизации качественных показателей и снижения затрат на производство. В рамках данной программы будут реализовываться проекты по автоматизации технологических секций цеха обогащения, производиться замена мельниц на оборудование большего типоразмера
В лаборатории создана минералогическая служба. Определение минерального состава основных продуктов обогащения: исходной руды, хвостов сухой и мокрой магнитной сепараций — позволяет обосновать наиболее оптимальный выход хвостов в процессе сухой сепарации и определять причины в случаях увеличения потерь с хвостами мокрой сепарации.
Лаборатория проводит испытания и опробования всех узлов технологической схемы цеха. В период с 2008 по 2010 год выполнены испытания высоконапряженной сухой магнитной сепарации. Внедрение технологии помогло не только снизить потери с сухими хвостами, но и увеличить их выход. Это благополучно отразилось на росте производительности цеха по перерабатываемой руде.
Ежемесячно лаборатория проводит полные опробования технологических секций цеха обогащения. По результатам определяются качественные характеристики (массовая доля Fe общего и магнитного, гранулометрический состав, %-ное содержание твердого) для каждого продукта измельчения и разделения.
около 6 тыс.
Также лаборатория проводит испытания новых схем доизмельчения концентрата, которые позволяют не только улучшить качество концентрата, но и снизить затраты на его производство.
Ежегодно в летний период в лабораторию поставляются пробы лежалых хвостов из хвостового цеха. Определяется гранулометрический состав, влажность, объемная и насыпные плотности. Это позволяет специалистам цеха вести контроль над состоянием гидротехнических сооружений цеха хвостового хозяйства.
Совершенствование технологии
В последние 10 лет обогатительный процесс на предприятии в основном совершенствовался в направлении увеличения производительности технологических секций и снижения массовой доли железа магнетитового в общефабричных (СМС + ММС) хвостах.
В 2005 году проведена модернизация фронта ММС: устаревшие сепараторы ПБМ-90/250 заменены на более современные и высоконапряженные сепараторы — ПБМ-150/200.

Результатом внедрения данной модернизации стало не только снижение массовой доли железа магнетитового в хвостах ММС, но и увеличение пропускной способности секций. Это позволило повысить производительность технологических секций цеха.
С 2008 года специалисты цеха обогащения и исследовательской лаборатории управления контроля продукции ведут работу, направленную на дальнейшее повышение эффективности процесса обогащения на ЕВРАЗ КГОКе.
В 2008-м с целью обеспечения стабильной работы технологических секций при увеличении их производительности проделана работа по актуализации плотностных режимов обогащения в стадиях ММС.

В 2009-м для получения концентрата оптимальной влаги проведены технологические испытания при внедрении нового фильтрационного оборудования — вакуум-фильтров ДОО-100-2,5-1У.
В 2010-м для повышения достоверности контроля потерь общего и магнитного железа выполнен ряд испытаний по внедрению экспериментальных пробоотборников в хвостожелобах № 1–3.
В 2011-м для изучения возможности расширения рудной базы предприятия проведены лабораторные испытания по обогатимости приконтактных зон Северного карьера.
В 2012-м с целью дальнейшего повышения эффективности работы СМС проведены испытания по внедрению экспериментального питателя для сепаратора 2ПБС-90/250А.
В 2015 году, чтобы изучить возможности дальнейшего снижения потерь с хвостами, проводились экспериментальные работы по внедрению классифицированной СМС.
Продуктивная и целенаправленная работа технологов дробильно-обогатительного передела по совершенствованию существующей технологии обогащения и внедрению нового оборудования позволяет обогатительной фабрике ЕВРАЗ КГОКа производить концентрат необходимого качества и объемов, который далее используется в производстве высококачественного агломерата и окатышей.
с 2019 года компания ведет подготовку к добыче руды из нового Собственно-Качканарского месторождения
В дальнейшем технологию обогащения планируется совершенствовать в плане стабилизации качественных показателей и снижения затрат на производство. В рамках данной программы будут реализовываться проекты по автоматизации технологических секций цеха обогащения, производиться замена мельниц на оборудование большего типоразмера.
Ведутся исследования по выявлению возможности применения новых технологий по разрушению (дробления) руды на валках высокого давления, что позволит снизить крупность дробленой руды при минимальных энергетических затратах. Производится обновление парка гидроциклонов, участвующих в классификации продукта. Рассматривается проект по выпуску щебня узких классов из отходов сухой магнитной сепарации.